Вулканизация пневмобаллонов как и многие другие технологические процессы нуждается в совершенствовании. Частичная автоматизация процесса вулканизации и замена устаревшего оборудования на более современное поможет снизить затраты на производство этих резинотехнических изделий, усовершенствовать технологию производства и, соответственно, улучшить качество выпускаемой продукции.
Обеспечения точного выполнения всех стадий вулканизации и выдерживания условий технологического регламента зависит от работы автоматизированной системы управления технологическим процессом. В большинстве случаев системы управления на эксплуатируемых процессах морально устарели и нуждаются в обновлении.
Описание техпроцесса.
Вулканизация пневмобаллонов является завершающим процессом в производстве данных резинотехнических изделий. В результате процесса вулканизации, под действием температуры и давления, происходит сложный физико-химический процесс. В результате которого сырая резина приобретает физико-механические показатели, или другими словами – это процесс перехода резиновой смеси из пластичного состояния в эластичное с приобретением других свойств. Все это происходит за счет сливания микромолекул каучука при помощи атома серы, т.е. резина из линейной структуры превращается в сетчатую структуру. Основным вулканизирующим агентом, при процессе вулканизации, является сера.
На участке производства пневмобаллонов применяется оборудование, как форматор-вулканизатор ВФП-5/7.
Управление процессом вулканизации начинается с нажатия кнопки включения на щите управления, после чего начинается последовательная подача масла в гидроцилиндры. Положение штоков гидроцилиндров поочередно достигает необходимых положений и подает сигналы на гидрораспределители для подачи масла в следующие цилиндры. Тем самым достигается смыкание пресс-формы ВФП-5/7. После смыкания пресс-формы, внутрь начинают подаваться технологические агенты, необходимые для процесса формовки и вулканизации. Среда внутри пресс-формы контролируется и регулируется современными датчиками. По завершению процесса, готовый пневмобаллон охлаждается, пресс-форма размыкается и изделие достается из формы.
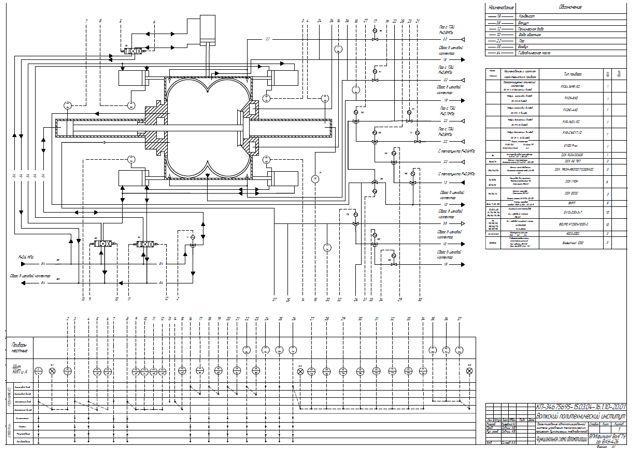
Для управления и контроля процесса было подобрано оборудование от фирмы Mitsubishi (ПЛК и его модули расширения, панель оператора).
Были выбраны датчики фирмы SICK.
|
Подбор оборудования |
|
|
Измеряемая величина |
Название датчика |
|
Температура |
SICK AG TBT |
|
Расход пара |
SICK FLOWSICK 600 |
|
Расход жидкости |
SICK DOSIC |
|
Давление |
SICK PBSH |
|
Положение штока гидроцилиндра |
SICK i110H |
СПИСОК ЛИТЕРАТУРЫ
- Оборудование и основы проектирования заводов резиновой промышленности Бекин Н. Г., Захаров Н. Д., Пеунков Г. К.
- Машины и аппараты резинового производства. Под ред. Д.М. Барскова. М., Химия, 1975. 600 с. ГОСТ 21.208-2013.
- Денисенко, В.В. Компьютерное управление технологическим процессом, экспери-ментом, оборудованием/ В.В. Денисенко. – М.:Горячая линия – Телеком, 2009. – 608 с.
- Андрашников Б.И. Справочник по автоматизации и механизации производства шин и РТИ.
REFERENCES (TRANSLITERATED)
- Oborudovanie i osnovy proektirovanija zavodov rezinovoj promyshlennosti Bekin N. G., Zaharov N. D., Peunkov G. K.
- Mashiny i apparaty rezinovogo proizvodstva. Pod red. D.M. Barskova. M., Hi-mija, 1975. 600 s. GOST 21.208-2013.
- Denisenko, V.V. Komp’juternoe upravlenie tehnologicheskim processom, jeksperi-mentom, oborudovaniem/ V.V. Denisenko. – M.:Gorjachaja linija – Telekom, 2009. – 608 s.
- Andrashnikov B.I. Spravochnik po avtomatizacii i mehanizacii proizvodstva shin i RTI.
