Машина жасау бұйымдарын дайындау ӨП әзірлеу негізіне екі қағида — техникалық және экономикалық қағидат алынған. Олардың біріншісіне сәйкес жобаланған процесс конструкторлық құжаттаманың барлық талаптарының және бұйымды қабылдаудың техникалық шарттарының орындалуын толық қамтамасыз етуі тиіс. Екінші қағидатқа сәйкес Бұйымды дайындау ең аз еңбек шығындарын және өндіріс шығындарын ескере отырып жүзеге асырылуы тиіс.
ӨП жобалау-көп нұсқалы есеп. Бір бөлшекті немесе құрастыру бірлігін дайындау үшін техникалық-экономикалық көрсеткіштермен және ең алдымен дайындауға арналған шығындармен және өнімділігімен, сондай-ақ бұйымның берілген сапасын қамтамасыз етудің сенімділігімен ерекшеленетін әртүрлі ӨП жобалануы мүмкін.
ӨП жобалаудың техникалық және экономикалық принциптері машина жасаудың әртүрлі жақтарын көрсете отырып, диалектикалық қайшылықта болады. Осы қарама-қайшылықты шешуге ымыраласу және ӨП оңтайландыру есебінен қол жеткізіледі. Техникалық қағида әрдайым сақталуы тиіс. Ең жиі өнімділігі мен шығындар арасында ымыраға жетеді. Салыстырмалы ӨП тең өнімділігі кезінде шығындардың аз болуын қамтамасыз ететін процесті таңдайды. Тең шығындар кезінде әдетте неғұрлым өндірістік ӨП таңдалады. Әр түрлі шығындар мен өндірулерде барлық салыстырмалы нұсқалардың өнімділігі берілген нұсқадан төмен емес болған жағдайда, шығындардың минимумын қамтамасыз ететін ӨП таңдалады. Аса маңызды өнімді шығару кезінде немесе төтенше жағдайларда белгілі бір уақыт кезеңіне артықшылық неғұрлым өндірістік ӨП береді. Газтурбиналық авиақозғалтқыштардың жоғары жауапкершілік бұйымдары үшін, өндіріс түріне қарамастан, дайындаудың берілген сапасын неғұрлым сенімді қамтамасыз ететін ӨП артықшылық береді.
Егер жекелеген көрсеткіштерді салыстыру нәтижелері бойынша ТК таңдау мүмкін болмаса, кешенді критерийлерді пайдаланады (К):
![]() = Q/З (1.1)
= Q/З (1.1)
мұнда, Q-жобаланған ӨП іске асырудан пайдалы әсер, тг;
3 – ӨП жобалау және іске асыру шығындары, тг.
ТК үшін пайдалы әсер функциясы ретінде өнімділікті, сапа мен т.б. басым көрсеткіштерін қамтамасыз етудің сенімділігін пайдалануға болады.
Машина жасаудың кез келген бұйымын дайындау негізгі технологиялық бөліністерге (дайындау, бөлшектерді дайындау, құрастыру) сәйкес келетін процестерді біріктіреді. Басты назар бөлшектер мен құрастыруды дайындау ӨП жобалауға бөлінеді.
Көрсетілген ТК кез келген күрделі, иерархиялық ұйымдастырылған, мақсатты жүйе болып табылады. Бұл жүйенің элементтік құрамы мен құрылымы оны қарау деңгейіне байланысты.
Бөлшектерді дайындаудың маршруттық ӨП кезеңдерінің кезектілігімен ұсынылуы мүмкін, олардың әрқайсысында тиісті технологиялық міндеттерді шешеді (1.1-кесте).
Кесте 1.1-Технологиялық процесс кезеңдерінің сипаттамасы мен міндеттері
|
Кезең атауы |
Өлшемдердің дәлдігі |
Технологиялық міндет |
|
Дайындау |
IT>14 |
Бастапқы дайындаманың сапасын қамтамасыз ету |
|
Кір |
12≤IТ≤14 |
1.Базалық беттерді өңдеу. 2.Негізгі беттерді алдын ала қалыптау |
|
Жартылай таза |
9≤IТ≤11 |
Негізгі және екінші дәрежелі беттерді қалыптау |
|
Таза |
7≤1Т≤9 |
1.Өлшемдердің, форманың дәлдігін және беттердің өзара орналасуын қамтамасыз ету. 2.Бөлшектің үстіңгі қабатын қалыптастыру |
|
Әрлеу |
IТ≤7 |
Бөлшек сапасының берілген көрсеткіштеріне қол жеткізу (кешенде) |
ӨП-ның әрбір кезеңі белгілі бір (берілген) реттілікте орындалатын жекелеген технологиялық операциялардан тұрады.
Термиялық (химиялық-термиялық) өңдеу операциясы бөлшектерді дайындау процесін “оны орындағанға дейін” және “оны орындағаннан кейін”кезеңдерге бөледі. Осы кезеңдердің әрқайсысы сапа көрсеткіштері мәндерінің өзгеруі монотонды болатын дербес ӨП ретінде қарастырылуы мүмкін. ӨП әртүрлі термиялық (химиялық термиялық) өңдеудің бірнеше операцияларын қамтуы мүмкін, бірақ жоғарыда айтылғандардың барлығы әділетті және бұл жағдайда. Аталған процесті орындауға осы операциялардың ықтимал әсерін бағалай отырып, бөлшектерді дайындаудың толассыз процесінде термиялық (химиялық-термиялық) өңдеудің мазмұны мен орнын анықтау ӨП және ең алдымен — маршруттық ТК әзірлеу кезінде шешілетін неғұрлым күрделі міндеттердің бірі болып табылады. Жобаланған ӨП немесе оның бөлігінде элементтер, құрылым және қажетті сипаттамалар толық анықталуы тиіс.
ТК әзірлеу кезінде өндірісте Кейіннен өткізуге арналған тиісті жобалық технологиялық шешімнің объектісі болып табылады. Қалыптастыру, осындай шешім қолданылатын ӨП мынадай ерекшеліктері бар :
– жобалау процесі сатылар мен деңгейлерге бөлінуі мүмкін. Жеке ӨП әзірлеумен байланысты жалпы шешімді алу Жекелеген жобалық міндеттер мен рәсімдерді орындаудың нәтижесі болып табылады (декомпозиция принципі). Кез келген ӨП кезеңдерге бөлінуі мүмкін (1.1-кесте). Әрбір кезең жеке операциялардан тұрады. Әрбір операция технологиялық және қосалқы өткелдерді қамтиды. Әрбір жобалау деңгейінде шешім қабылдай отырып, оның объектісін дәйекті нақтылайды;
– жобалау деңгейлері арасындағы байланыс иерархиялық сипатқа ие. Бөлшектерді дайындау сатыларын белгілеу деңгейі жоғары деңгей болып табылады, төменгі — жұмыс және қосалқы жүрістерді орындаудың мазмұны мен жүйелілігін әзірлеу деңгейі. Жобалық шешім қабылдау жүйелі түрде бағынышты деңгейлер бойынша жүргізіледі;
жобалаудың жоғары деңгейінде қабылданған шешімдердің төменге қатысты басымдығы бар. Жоғары деңгейде қабылданған шешімдер төмендер үшін міндетті. Осылайша, егер детальды дайындаудың маршруттық ТК әзірлеу кезеңінде өңдеу кезінде дайындаманы орнату схемасы таңдалса, онда операцияның мазмұнын анықтау деңгейінде бұл схема станок құрылғысының нұсқасын таңдау үшін негіз болып табылады;
– жобалаудың неғұрлым төмен деңгейінде неғұрлым жоғары деңгейде қабылданған шешімді орындау мүмкін болмаған жағдайда соңғысы шешімді түзету қажеттілігі туралы хабарлайды (кері байланыс принципі). СББ бар станокта өңдеу операциясының ауысуын орындау мазмұны мен кезектілігін әзірлеу револьвер бастиегінің мүмкіндіктерінен кесетін құралдың қажетті санының артуына әкелуі мүмкін. Ауысу бөлігін басқа операцияларға ауыстыру қажеттілігі туындайды. Сондықтан жобалаудың неғұрлым жоғары (ерте) деңгейіне оралу және операцияларды қайта құрау қажет;
– жобалау процесі итерациялық сипатқа ие. Бұл принцип әрбір деңгейдегі тапсырмаларды міндетті түрде толық (нұсқалық болсын) шешуді көздейді, содан кейін келесіге ауысу мүмкін;
– шешімдердің өзгертілмеу принципі әрекет етеді. Ол жобалаушыға бір емес, бірнеше шешімдерді оңтайлы қабылдауға мүмкіндік береді. Бұл ұтымды нұсқаны таңдаудың формальды критерийлерін пайдалану қиын жобалаудың жоғарғы деңгейлері үшін өте маңызды;
– бұйымдарды дайындау ӨП жобалау кезінде кейбір шешімдер ұқсас жобалық жағдайлар үшін қайта пайдаланылуы мүмкін (шешімдердің сабақтастық принципі).
Инженерлік өнімдердің СӨП тәжірибесінде әдетте қолданылатын бөлшектер мен жинақтарды жеке жобалау процестерін автоматтандырылмаған жобалаудың жалпыланған алгоритмдері 1.1 суретте келтірілген.
Шын мәнінде, 1.1-суретте дизайнерлердің СӨО-ның тиісті функциялары шеңберіндегі және барлық ақпараттық байланыстар мен өзара әрекеттестіктің сақталуы аясында көрсетілген іс-әрекеттің кеңейтілген реттілігі көрсетілген.
1.1 суретте көрсетілген әрекеттер тізбегінің ерекшелігі олардың кезеңдерінің қатаң шарттылығы болып табылады: кезеңдерді орындармен ауыстыруға болмайды. Мысалы, бастапқы дайындаманың технологиялық параметрлері белгісіз болса (5 — кезең) негізгі беттерді өңдеу бағыттарын әзірлеуге болмайды (дәлірек айтқанда-негізгі беттерді дайындау, 1.1-суретте 6-кезең). Негізінде, кейбір кезеңдерді орындамауға болады. Мысалы, егер бастапқы дайындама Директивті түрде берілсе-атап айтқанда, дайындаушыдан алынатын болады, онда оның құрылымдық-технологиялық параметрлері белгілі және жобалаудың тиісті кезеңін орындау қажеттілігі жойылады. Алайда, бөлшектерді дайындау мен құрастырудың ТҚ-на тең шамада қатысты іс-әрекеттер тәртібінің бұзылуы өрескел қателіктерге әкеп соқтырады.
Бөлшектің жеке жобалау кезеңдерін орындау кезінде кейбір арнайы қағидаттарды ұстану қажет. Мысалы, технологиялық базаларды таңдау кезінде (7-кезең) орнату және өлшеу базаларын біріктіру принципін, сондай-ақ базалардың тұрақты принципін сақтау керек.
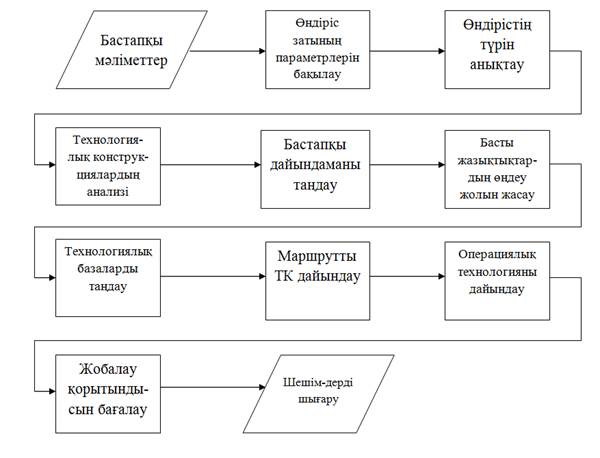
Сурет 1.1-бөлшектерді дайындаудың бірлі-жарым ӨП автоматтандырылған жобалаудың жалпыланған алгоритмдері
Маршруттық ТК (8-кезең) және операциялық технологияны (9-кезең) әзірлеу, әрине, жобалаудың дербес және күрделі кезеңдері болып табылады, олардың әрқайсысы өз ішкі міндеттер иерархиясына ие. Олардың шешімдерінің қорытынды нәтижелері дербес құжаттармен ресімделеді.
Бөлшектерді дайындау ӨП жобалауға күшті және әрдайым оң әсер ол бейімделу және шешімдердің қайта қалпына келтірілмеу қағидаттарының әсері. Жобалаушы жобалаудың кез келген кезеңінде алдыңғы кезеңдерде қабылданған шешімдерден бас тартуға және бірнеше кезеңдерге “кері”, ал кейде жобалаудың өзі қайтаруға дайын болуы тиіс. Жобалаудың кейбір кезеңдерінде сенімділік принципі әсіресе қатты әсер етеді. Мысалы, бөлшектерді дайындау үдерістерінде операциялық технологияны әзірлеу кезінде (9-кезең, 1.1-сурет) операцияларды өңдеу және техникалық нормалау режимдерін таңдаудың қанағаттанғысыз нәтижелері, әсіресе өндірістің орташа сериялық және жаппай типтері үшін операцияның белгіленген құрылымынан, алдын ала белгіленген жабдықтан толық бас тартуға және тіпті маршруттық ТК құрылымының өзгеруіне әкеп соқтыруы мүмкін. Технологиялық жобалаудың неғұрлым ұтымды стратегиясы деп бір мезгілде жекелеген операциялардың немесе тіпті жалпы процестердің бірнеше балама және бәсекелес нұсқаларын әзірлейтін сияқты болып саналады. Соңғысы технологиялық операциялардың оңтайландырылған нұсқаларының соңғысының құрылымын жасауды қалайтын бірлі-жарым ТК автоматтандырылмаған жобалау кезінде әрдайым жасалмайды, бұл, дегенмен, толық ақталған болып табылмайды және тіпті қате нәтижелерге әкелуі мүмкін.
ТК оңтайландыруды операциялардың оңтайлы құрылымдары мен параметрлерін (мысалы, кесу режимдері) таңдаған кезде операциялар деңгейінде және ТК деңгейінде, оның негізгі кезеңдерінің мазмұнын, олардың тәртібі мен өзара байланысын (ТК құрылымын) анықтаған кезде орындауға болады. Соңғы жағдайда оңтайландыру құрылымдық оңтайландыруға тән. Құрылымдық оңтайландыру параметрлік тиімдірек және неғұрлым оңтайлы шешімдер алуға мүмкіндік беретіні дәлелденді. Мысалы, автоматтандырылған жабдықта дайындамаларды өңдеу операциясының тиімділігі көп жағдайда құрамның оңтайлылығына және өӨПелі кезеңдердің тізбектілігіне және аз дәрежеде кесу режимдерін оңтайландыруға байланысты болады. Құрылымдық оңтайландыруды параметрлікке қарағанда қиын жүзеге асыру.
Оңтайландыру міндеттерін шешу кезінде мақсатты функциялар ретінде бұйымның берілген сапасын, процестің берілген өнімділігін, бұйымды жасауға кететін ең аз шығындарды пайдаланады.
Оңтайландыру міндеттерінде бұйымның берілген сапасы процестер параметрлеріне шектеу жүйесімен қамтамасыз етіледі.
Өнімділік өлшемі тек технологиялық өнімділікті қамтиды ![]() :
:
![]() : =1/
: =1/ ![]() →mах, (1.2)
→mах, (1.2)
мұнда, ![]() -негізгі ауысу уақыты, операция, мин.
-негізгі ауысу уақыты, операция, мин.
Көшуді, операцияларды, ӨП орындауға арналған ең аз шығындар әдетте құндық мақсатты функция деп аталатын негізгі экономикалық өлшем болып табылады. Шығындарды азайту күрделі қаражатты ТК басқа нұсқаларынан оқшаулаудың орындылығын белгілеуге мүмкіндік береді.
Жобалаудың кез келген кезеңі-дайындаманы таңдау, өңдеу бағытын және т. б. анықтау – тиісті экономикалық негіздеумен сүйемелденуі тиіс. Экономикалық критерий ӨП құрылымдық және параметрлік оңтайландырудың негізі болып табылады. Автоматтандырылған технологиялық жобалаудың көптеген міндеттерін шешу жобалаушының кәсіби білімі мен тәжірибесін, яғни білім алушы мен адамның үнемі жетілдірілетін мамандандырылған интеллектін пайдалануға негізделеді. Бұл көбінесе жобалау міндеттерінің басым көпшілігі қиын немесе қазіргі заманғы қойылымдарда бейресми болып табылатындығымен түсіндіріледі. Сонымен қатар, жобалық жұмыстарды автоматтандырудың кез келген заманауи құралы өзінің мәні бойынша зияткерлік автомат болып табылады, оның әрекеті формальды жобалық процедураларды көбірек немесе аз дәрежеде пайдалануға негізделеді. Жобалау рәсімі деп жобалау объектісінің соңғы сипаттамасы (түпкілікті сипаттамасының бөлігі) болып табылатын жобалық шешімді алуға бағытталған автоматтандырылған жобалау процесінің құрамдас бөлігін түсінеді. Мұнда жобалау объектісі деп жалпы ӨП немесе оның жеке, аяқталған фрагменті түсінеді. Технологиялық жобалауды автоматтандыру проблемасын шешу үшін кез келген жобалық процедураның бір бөлігін құрайтын жекелеген жобалық операцияларды, сондай-ақ тұтастай алғанда рәсімдерді формализациялау қағидаты ерекше маңызды. Автоматтандырылған режимде маман әзірлеген процесс сапасы бойынша кем түспейтін жеке ӨП алу үшін алдын ала формальды (формальды) жобалық рәсімдерді жасау қажет. Осы рәсімдерді кешенді пайдалану және автоматтандырылған жобалаудың қалаған нәтижесін қамтамасыз етуі тиіс. ТТ автоматтандырылмаған жобалау кезеңдерінің жалпы кезектілігін сақтау кезінде (1.1 сурет) жобалық рәсімдер мазмұны бойынша айтарлықтай немесе тіпті принципті түрде, автоматтандырылмаған режимде ұқсас нәтижені алуға әкелетін іс-қимылдар жиынтығынан ерекшеленуі мүмкін. Негізгі технологиялық принциптер мен ережелерді дұрыс пайдалану негізінде формальды жобалық рәсімдер мен олардың кешендерін құру технологиялық жобалауды автоматтандыру проблемаларының мәні мен күрделілігін анықтайды. Оның шешімінсіз машина жасау бұйымдарының бәсекеге қабілеттілігін және осы маңызды саладағы прогресті қамтамасыз ету мүмкін емес.
Әдебиеттер тізімі:
1) Гайдамакин Н. А. Автоматтандырылған ақпараттық жүйелер, базалар және деректер банкі. Кіріспе курс: жоғары оқу орындарына арналған оқу құралы / Н. А. Гайдамакин. — М. : Гелиос АРВ, 2002.
2) Технологиялық үдерістің АЖЖ-ның даму болашағы мен талдауы. Швоев В. Ф., Юрченко В. В., /Университет Еңбектері. 2-шығарылым. – Қарағанды: ҚарМТУ баспасы, 2001
3) “СИАП-ӨП”технологиялық жобалау жүйесі / Коробов Ю. М., Прейс Г. А. / САПР және графика. – 1998. № 8.–С. 41-45. – Орыс.
4) Машина жасаудағы технологияны жобалауды автоматтандыру / Челищев Б. Е., Боброва И. В., Акад ред. – М.: Машина Жасау, 1987. – 264 с.: ил. – (Икемді өндірістік жүйелер).
5) Машина жасаудағы технологиялық процестерді жобалауды автоматтандыру /[В. С. Корсаков, Н. М. Капустин, К.-Х. Темпельхоф және т. б.); жалпы ред. н. М. Капустина. — М.: Машина Жасау, 1985.
