- Реальная ситуация на предприятиях единичного производства
Основным типом единичных заказов на малых предприятиях с единичным и мелкосерийным характером производств являются так называемые «срочные заказы». Малые сроки, выделенные заказчиком, на изготовление, вызывают множество проблем на производстве.
Для изготовления любого изделия предприятие должно ответить на вопросы: «Что производить?», «Как производить?», «Из чего производить?» а также «Когда производить?». И только потом приступать к производству. Качество и полнота ответов напрямую определяет качество выпускаемой продукции и успешность выполнения заказа.
На эти вопросы должны отвечать такие этапы производства как:
- Конструкторская подготовка
- Технологическая подготовка
- Материальное обеспечение и снабжение
- Планирование производства
- Производство изделия
Основной исходной информацией, являются, требования заказчика по выполнению сроков изготовления и функциональное описание продукции. В общем виде, данная информация является достаточной, для проведения полного цикла подготовки производства и выпуска качественной продукции.
На предприятиях с серийным производством цикл технической подготовки может продолжаться несколько недель или даже месяцев, а потребность в готовой продукции может возникнуть через год. Такое производство, как правило, не испытывает больших проблем с качеством выпускаемой продукции, ввиду проведения полного цикла как конструкторской так и технологической подготовки производства. Полный цикл производимой ТПП и достаточные сроки, от появления полной документации до отгрузки, позволяет формировать плановое производство.
Единичные и срочные заказы, в большинстве, имеют жесткие ограничения по срокам изготовления, не соизмеримыми, с потребными сроками, на проведение полного цикла подготовки и изготовления изделия. А так-же появление таких заказов является случайным фактором не поддающимся прогнозированию. Возникает парадокс: Заказчику требуется качественное изделие в желаемые сроки, а предприятие не способно обеспечить выпуск продукции при проведении полного цикла технической подготовки. А ведь нужно еще и закупить необходимые материалы, да и непосредственное производство тоже требует временных ресурсов.
Начиная с проявления такой ситуации, современные предприятия единичного производства ищут способы сокращения временных затрат на подготовку производства, ведь в сроки непосредственного изготовления уложиться вполне возможно.
1.1. Подходы по снижению сроков производства, применяемые на реальных предприятиях
Идеальным вариантом для предприятия, в условиях сокращенных сроков на производство, является полное отсутствие подготовки производства, предоставление заказчиком требуемых материалов в нужном объеме, а также готовой конструкторской и технологической документации адаптированной под условия конкретного производства. Подготовке производства на предприятия останется осуществить планирование и изготовление продукта. Подобный подход к организации выполнения заказов можно увидеть на дочерних предприятиях японских производителей. Дочерние предприятия представляют собой полную копию основного «базового» предприятия, и все решения принимаются и отрабатываются на базовом предприятии, а затем поставляются на дочерние предприятия в виде готовой конструкторской и технологической документации, и часто, специализированные материалы поставляются не внутренней службой снабжения, а базовым предприятием. На концернах, с такой организационной структурой даже единичные работы, выполняемые вне плана дочернего предприятия, могут осуществляться в рамках системы.
На практике российских предприятий, в распоряжении производства в лучшем случае будет чертеж изделия, сомнительного качества. А чаще, заказчик предоставит обломки или неформальное описание функций изделия. Следовательно, без любого из этапов подготовки производство просто неспособно обойтись.
Осуществление конструкторской подготовки в таком случае заключается в формировании эскиза, или чертежа для передачи в производство. Где в общем виде описываются размеры без допусков. Конструкторские требования к изделию часто вообще не подвергаются проработке. Структурная проработка изделия, если и формируется, то только в виде списка комплектующих. Для службы снабжения формируется заявка на требуемые материалы, формируемая из общих габаритных размеров.
Технологическая подготовка ограничивается формированием требуемых операций, и, иногда, указанием методов достижения свойств. В случае освоения не применяемой ранее технологии проводится экспериментальная реализация метода задуманной технологии.
Служба снабжения начинает поиск поставщиков и закупку материалов еще до окончания конструкторских работ. Закупка материалов осуществляется непосредственно у поставщиков в ближайшем доступе. В случае отсутствия требуемых материалов «в наличии», согласуется с конструктором замена на то, что есть в наличии.
Планирование производства осуществляется волюнтаристическим методом. Плановая служба производства просто не способна основываться на технологическом процессе и структуре изделия, так-как они не прорабатываются в полном объеме.
Производство часто начинает изготавливать продкуцию еще до окончания конструкторской и технологической подготовки. Рабочими самостоятельно принимаются решения о геометрических свойствах объекта, применимого способа получения той-или иной поверхности, метода соединения, типа сварного шва и т.д. Т.е. практически вся технологическая и элементы конструкторской подготовки выполняются непосредственно изготовителем (рабочим).
1.2. Последствия применяемых методов
Предприятия единичного производства с такой системой сокращения сталкиваются с систематическими проблемами:
Прежде всего, эти методы сокращения сроков производственной подготовки и производства нарушают систему получения качественной продукции. Это происходит из-за нарушения функциональных обязанностей служб. Получается, что производство, которое в обычной системе отвечает за «не качество», берет на себя функции ТПП и КПП и начинает отвечать за «качество» выпускаемого продукта.
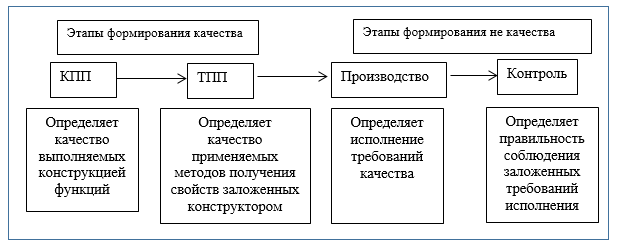
Рисунок 1 Этапы формирования качества и не качества
Проработка конструкции и структуры изделия в сжатые сроки приводит к «перегрузке» конструктора. И как следствие, качество выпускаемого комплекта КД целиком зависит от опыта конкретного сотрудника. Как говорилось ранее, требования характеризующие конструктивные свойства (допуска размеров, прочностные расчеты, методика соединений) прорабатываются в малом объеме а оставшиеся отдаются на усмотрение производства. Структура, представленная только перечнем изделий, вызывает ошибки при сборке или нарушение порядка изготовления комплектующих. Недостаток определяемых требований к точности приводит к частому «пролету» по выполнению изделием, закладываемых в него функций. Производство осуществляет работы по «свободным» допускам и методам, это сказывается на функциональных свойствах продукции.
Технологическая подготовка, осуществляющая только формирование перечня операций, является недостаточной для выпуска качественной продукции. Это проявляется в нарушении порядка выполнения операций, установов и переходов. Не редки случаи, когда на выполняемой ранее операции уже был сделан элемент, не позволяющий осуществить дальнейшую обработку, или не позволяющий получить требуемые свойства. Например, была выполнена финишная обработка до термообработки, и получение требуемых значений шероховатости на поверхности без «потери» размера уже более не возможно.
Служба снабжения является заложником поставщиков и производства. Конструктор, без знания возможностей снабжения может заложить в изделие материалы с типоразмерами, марками сплавов, или свойствами, недоступными для поставки в требуемых объемах или поставляемыми только под заказ. Современная глобализация и методика работы снабжающих компаний в современной России, привела к ситуации, когда склады в регионах имеют малую номенклатуру или отсутствуют вовсе. А специальные материалы еще не произведены, либо находятся на складах производителя. Доставка таких материалов мало прогнозируема или вообще невозможна, из-за условий поставщиков о доставке только крупных партий. Заказ продукции заграничных производителей так-же мало прогнозируем, ввиду нестабильности таможенной системы. «Застряло на таможне»,– знакомо многим производителям, заказывающим зарубежную продукцию. В этих условиях, снабжение согласует замены «из того что есть». Зачастую, это происходит со снижением эксплуатационных характеристик выпускаемой продукции. Например, согласуется замена марки материала на аналогичную, но обладающую несколько худшими характеристиками. Запуск закупок материалов до окончания формирования КД и ТД может привести к приобретению лишних материалов потому как конструктор потом согласовал изменения требующие другой номенклатуры материалов.
Отсутствие структурного дерева заказа приводит к ситуации, когда служба планирования неспособна скомпоновать порядок изготовления комплектующих. Что приводит к несогласованному производству, когда на сборку попадают изделия, требующиеся в последнюю очередь. Оценка потребной мощности предприятия, возможна только в условиях проработки полной технологической подготовки. В иных случаях планирование производства в отношении других заказов или невозможна или осуществляется исключительно опытом сотрудника плановой службы.
Контроль производимой продукции осуществляется только на местах или вообще не производится. А поскольку функциональная цепочка служб нарушена, выход брака на любом этапе производства практически не поддается выявлению на ранней стадии. Низкий уровень конструкторской и технологической подготовки только усугубляет данную ситуацию. Качество выпускаемой продукции целиком зависит от опыта и знаний конкретных сотрудников. Т.е. не подготовки производства, и организующей системы, а конкретных «ремесленников». «Ремесленный» способ организации производства, в условиях современного развития технологий и сложного оборудования, накладывает высокие требования к квалификации сотрудников, и завышенного уровня оплаты труда. Что напрямую сказывается на себестоимости производимой продукции.
Самой большой проблемой для потребителя, является снижение качества продукции. Для решения этой проблемы, планируется составить методологию технической подготовки производства. Главным принципом методики должно стать обеспечение приемлемых сроков изготовления продукции с минимальными потерями в качестве.
Список литературы:
- Колесникова О.В. Организация системы планирования мелкосерийного производства. / О.В.Колесникова, В.Е.Лелюхин //В сборнике: Современное состояние и перспективы развития технических наук. Сборник статей Международной научнопрактической конференции. Ответственный редактор Сукиасян А.А.. Уфа, 2015. с. 62-65. ISBN: 978-5-906790-52-1 11.
- Лелюхин В.Е., Колесникова О. В. Повышение эффективности управления производственным предприятием введением централизованного элемента планирования. // В сборнике: Инновации в современной науке. Сборник статей Международной научнопрактической конференции. г. Владивосток, март, 2017. С. 3-15. ISBN 978-5-9907644-6-0 12.
- ГОСТ 2.053-2006. ЕСКД. Электронная структура изделия. Общие положения. – М.: Стандартинформ. 2007.
- Организация производства и управление предприятием: учебник. Под ред. Туровца О.Г., Бухалкова М.И. и др. – М.: ИНФРА-М, 2005 – 544 с.
Spisok literatury:
- Kolesnikova O.V. Organizacija sistemy planirovanija melkoserijnogo proizvodstva. / O.V.Kolesnikova, V.E.Leljuhin //V sbornike: Sovremennoe sostojanie i perspektivy razvitija tehnicheskih nauk. Sbornik statej Mezhdunarodnoj nauchnoprakticheskoj konferencii. Otvetstvennyj redaktor Sukiasjan A.A.. Ufa, 2015. s. 62-65. ISBN: 978-5-906790-52-1 11.
- Leljuhin V.E., Kolesnikova O. V. Povyshenie jeffektivnosti upravlenija proizvodstvennym predprijatiem vvedeniem centralizovannogo jelementa planirovanija. // V sbornike: Innovacii v sovremennoj nauke. Sbornik statej Mezhdunarodnoj nauchnoprakticheskoj konferencii. g. Vladivostok, mart, 2017. S. 3-15. ISBN 978-5-9907644-6-0 12.
- GOST 2.053-2006. ESKD. Jelektronnaja struktura izdelija. Obshhie polozhenija. – M.: Standartinform. 2007.
- Organizacija proizvodstva i upravlenie predprijatiem: uchebnik. Pod red. Turovca O.G., Buhalkova M.I. i dr. – M.: INFRA-M, 2005 – 544 s.
